




OCENA ZGODNOŚCI DLA DYREKTYWY MASZYNOWEJ 2006/42/WE W OZNAKOWANIU CE

Każda dyrektywa przewidująca oznakowanie CE mówi o spełnieniu wymagań właściwego systemu oceny zgodności. Czy jest owa procedura, jak ją zastosować do maszyn projektowanych i produkowanych na terenie UE?
Każdy produkt (maszyna, zabawka, produkt budowlany, wyrób medyczny, urządzenie elektryczne, itp.), na który jest nadany znak CE, musiał przejść przez jedną z procedur oceny zgodności opisanych w dyrektywach. System oceny zgodności mówi producentowi o ścieżce, jaką musi on przejść, aby poprawnie nadać znak CE i wystawić deklarację zgodności WE. Nie inaczej ma się to w przypadku maszyn. Dyrektywa maszynowa 2006/42/WE w sprawie zasadniczych wymagań dla maszyn przewiduje trzy takie procedury. Wniosek dla producentów maszyn chcących nadać na nie oznaczenie CE jest następujący – jedna z tych trzech procedur odnosi się do produkowanej maszyny i w ramach tej oceny zgodności trzeba dokonać dostosowania maszyny do dyrektywy 2006/42/WE.
RODZAJE PROCEDUR OCENY ZGODNOŚĆI DLA DYREKTYWY MASZONOWEJ 2006/42/WE
Trzy podstawowe rodzaje procedur oceny zgodności stosowane przy nadawaniu znaku CE na maszyny to:
- kontrola wewnętrzna,
- badanie typu WE,
- pełne zapewnienie jakości.
W jaki sposób poprawnie dobrać system do naszej maszyny? Dyrektywa maszynowa 2006/42/WE przedstawia następujący tok postępowania podczas doboru procedury oceny zgodności:
JAK WYBRAĆ ODPOWIEDNIĄ PROCEDURĘ DLA DYREKTYWY MASZONOWEJ 2006/42/WE?
SPRAWDŹ PRZEPISY ROZPORZĄDZENIA DLA MASZYN
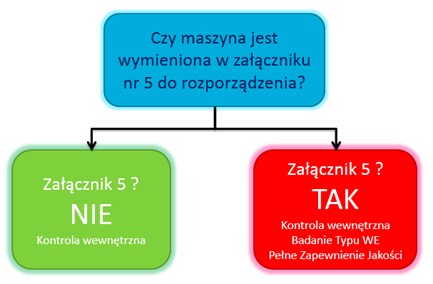
1) Przegląd załącznika nr 5 z rozporządzenia Ministra Gospodarki z dnia 21 października 2008 r. w sprawie zasadniczych wymagań dla maszyn.
W załączniku 5 przedstawiona jest lista maszyn o tak zwanej podwyższonej kategorii bezpieczeństwa, a więc maszyny, które mogą stwarzać szczególne zagrożenia podczas użytkowania. Są to między innymi pilarki tarczowe, taśmowe, łańcuchowe, strugarki, prasy, prasy krawędziowe, wtryskarki podnośniki po pojazdów, itp. Producent musi stwierdzić czy jego maszyna występuje w owym załączniku. Jeżeli wyrób nie występuje w nim wówczas automatycznie można zakwalifikować go do najłatwiejszej do spełnienia procedury oceny zgodności – kontroli wewnętrznej i zgodnie z nią nadać znak CE na maszynę. Lecz co w przypadku, kiedy wyrób będzie występował w załączniku 5 do rozporządzenia?
ZNAJDŹ NORMY ZHARMONIZOWANE Z DYREKTYWĄ 2006/42/WE
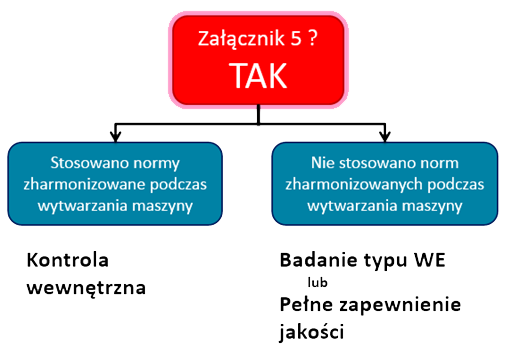
2) Maszyny wymienione w załączniku numer 5 do rozporządzenia będą podlegały prawdopodobnie pod ostrzejsze kryteria systemu oceny zgodności.
Jeżeli znaleźliśmy swoją maszynę wyszególnioną w załączniku 5 do rozporządzenia (względnie załącznik nr 4 do dyrektywy w sprawie zasadniczych wymagań dla maszyn 2006/42/WE) musimy odpowiedzieć sobie na kolejne pytanie – czy istnieje norma zharmonizowana z dyrektywą maszynową (obejmująca wszystkie zasadnicze wymagania – najlepiej norma typu C) oraz czy będziemy tą normę stosować? Jeżeli odpowiedź na oba pytania jest twierdząca możemy również zastosować procedurę kontroli wewnętrznej. W sytuacji, kiedy odpowiedź na przynajmniej jedno z tych dwóch pytań jest przecząca (np. nie istnieje norma zharmonizowana, norma nie obejmuje wszystkich wymagań, lub nie stosujemy normy) wtedy wybieramy jedną z pozostałych dwóch procedur – badanie typu WE lub pełne zapewnienie jakości.
WYBIERZ MODUŁ OCENY ZGODNOŚCI DLA MASZYNY
3) Aby wystawić poprawną deklarację zgodności WE na nasze maszyny, które występują w załączniku nr 5 do rozporządzenia w sprawie zasadniczych wymagań dla maszyn lub załączniku nr 4 do dyrektywy maszynowej 2006/42/WE, jednocześnie nie stosując kompletnych norm zharmonizowanych – dokonujemy wyboru procedury oceny zgodności z dwóch pozostałych systemów: pełnej kontroli jakości lub badań typu WE. W obu procedurach trzeba poddać maszynę badaniom w jednostce notyfikowanej, od której otrzymamy certyfikaty WE (często błędne nazywane jako certyfikaty CE). Jednak to producent wybiera, z której procedury oceny zgodności będzie chciał skorzystać. Dobrze jest kierować się w tej decyzji rodzajem prowadzonej produkcji. Jeżeli produkcja odbywa się w sposób seryjny, w celu wystawienia deklaracji zgodności WE lepiej zastosować system (procedurę) pełnego zapewnienia jakości. Jednorazowe koszty spełnienia procedury są wyższe, ale nie będą zależne od ilości produkowanych typów maszyn. Jeżeli produkcja odbywa się w sposób jednostkowy wówczas w celu nadania znaku CE lepiej przejść przez procedurę badania typu WE. Jednorazowo - procedura jest tańsza od systemu pełnego zapewnienia jakości, jednak tyczy się tylko konkretnego typu wyrobu. W przypadku rozszerzenia asortymentu musimy ponownie ponosić koszty certyfikacji w jednostce notyfikowanej.
PODSUMOWANIE
Jednym z wymagań zawartych w dyrektywie w sprawie zasadniczych wymagań dla maszyn 2006/42/WE jest zastosowanie procedury oceny zgodności. Dzięki ich wykorzystaniu możliwe jest poprawne nadanie oznaczenia CE i wystawianie deklaracji zgodności WE na maszynę. Procedury oceny zgodności znajdują się w załączniku nr 5 do rozporządzenia Ministra Gospodarki z dnia 21 października 2008 r. w sprawie zasadniczych wymagań dla maszyn oraz w załączniku 4 do samej dyrektywy 2006/42/WE. W wyborze odpowiedniej procedury oceny zgodności pomogą następujące pytania:
- czy maszyna jest wymieniona w załącznikach dyrektywy?
- czy istnieje norma zharmonizowana z dyrektywą maszynową, obejmująca wszystkie wymagania zasadnicze?
- czy ta norma zharmonizowana jest spełniona przez maszynę?
- czy produkcja maszyny odbywa się w sposób seryjny czy jednostkowy?
Udzielając odpowiedzi na powyższe pytania, producent jest w stanie prawidłowo określić procedurę oceny zgodności, której spełnienie pozwoli nadać znak CE na jego maszynę, oraz wystawić dla maszyny deklarację zgodności WE.

























